




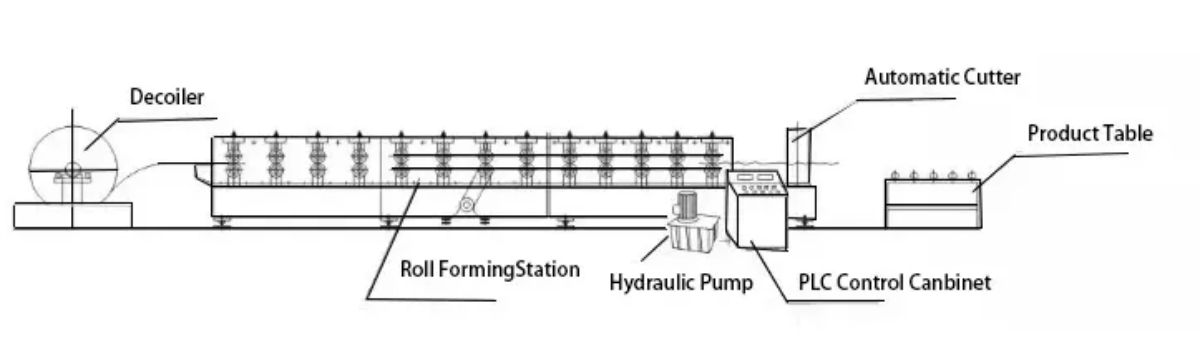
ZKRFM állványvarrat-formázó gép

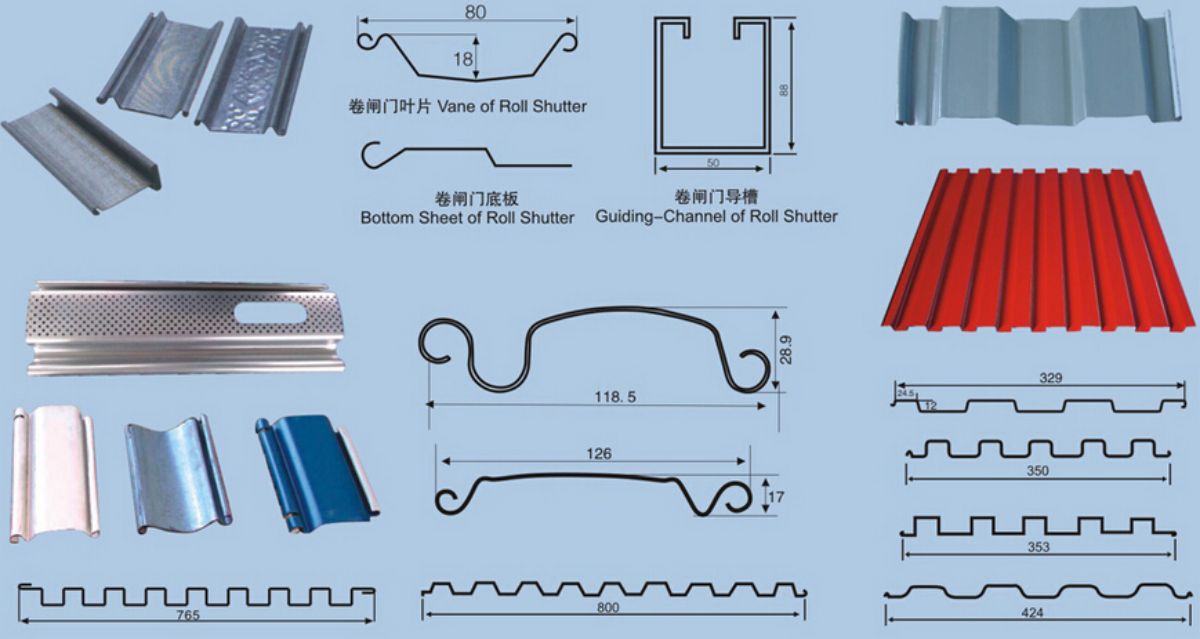
A redőnykapu-gyártó gép hidegalakítási eljárással készül. Energiatakarékos és környezetbarát tulajdonságai miatt széles körben használják. Kevesebb acélt használ a szükséges terhelés teljesítéséhez, és már nem függ a lemezek vagy anyagok mennyiségének növelésétől. Az acél mechanikai tulajdonságai megfelelhetnek a terhelési követelményeknek, de az acél mechanikai tulajdonságai javíthatók az acéltermék keresztmetszeti alakjának megváltoztatásával. A hideghajlítás egy anyagtakarékos és energiatakarékos új fémalakítási eljárás és új technológia. A hideghajlítás egy többlépcsős alakítás és hengerlés, amelyet egymás után rendeznek el a tekercsek és más fémlemezek és -szalagok folyamatos hajlítására keresztirányban. Speciális profilok készítése

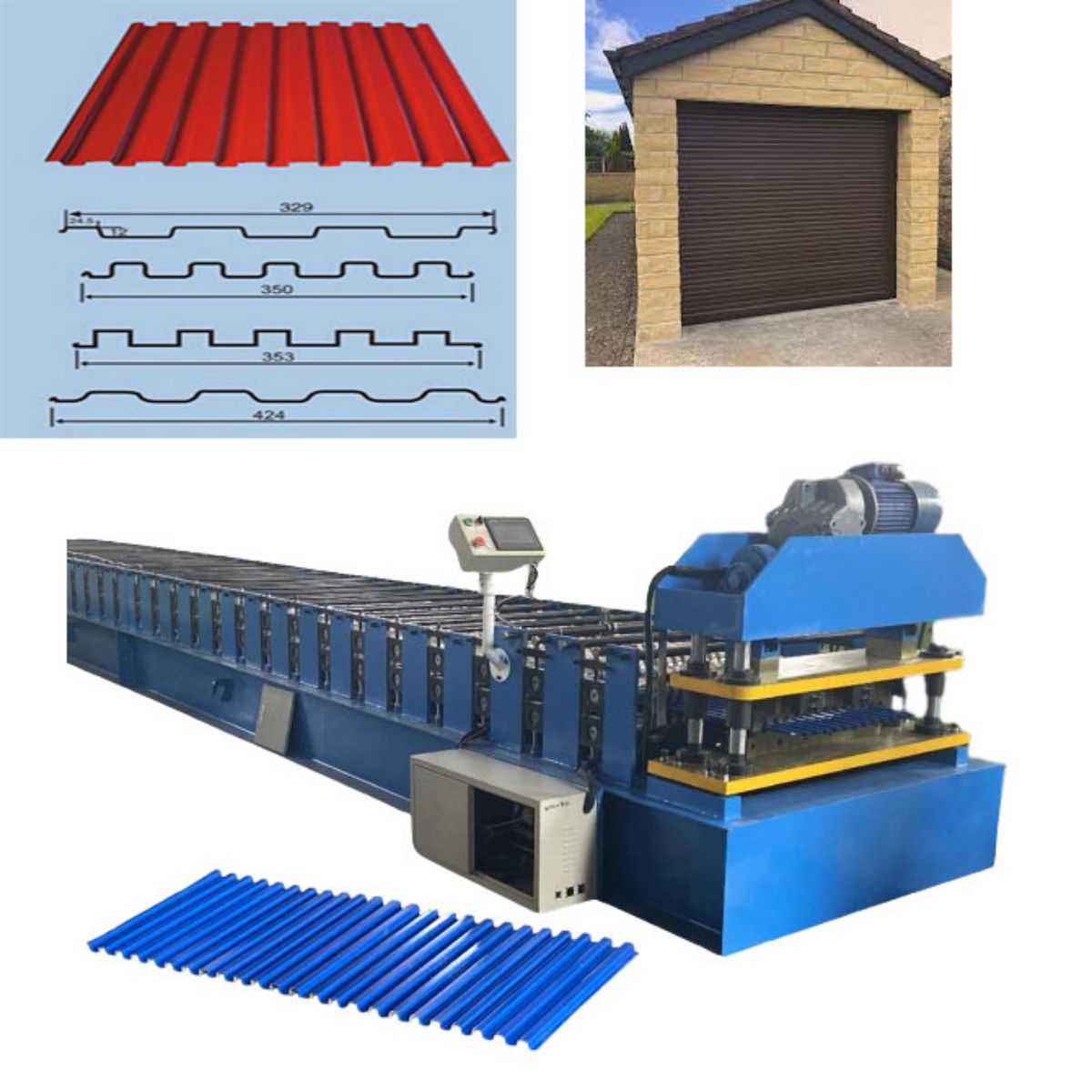
keresztmetszetek
| No | Tétel | Adat |
| 1 | Nyersanyag szélessége | 800-1200 mm |
| 2 | Lap effektív szélessége | 600-1000 mm |
| 3 | Nyersanyag | Színes acéllemez, rozsdamentes acél vagy horganyzott acéllemez |
| 4 | Anyagvastagság | 0,3-0,8 mm vagy testreszabott |
| 5 | Formázóhenger anyaga | 45#-os krómozott acél |
| 6 | Tengely átmérője | 40 mm |
| 7 | Formázó hengerállomás | 8-16 lépés |
| 8 | Fő motor teljesítménye | 3 KW 4 KW 5,5 KW (típustól függően) |
| 9 | Hidraulikus teljesítmény | 4 kW (típustól függően) |
| 10 | Vezérlőrendszer | PLC vezérlés |
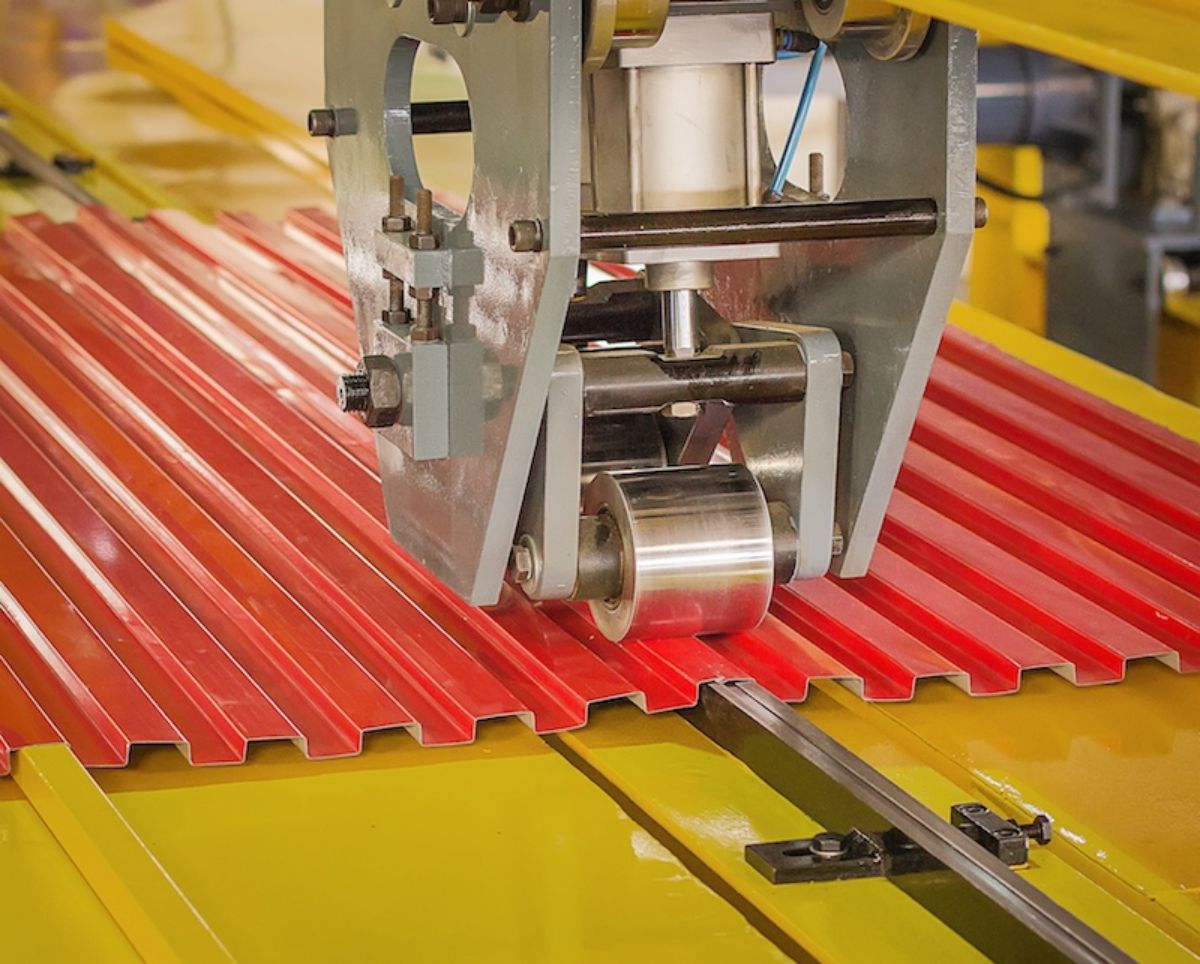


Formázó henger
A gördülő redőnyös ajtógyártó gép tekercsminősége határozza meg a tetőlemez formáit, a helyi tetőformának megfelelően testreszabhatjuk a különböző típusú hengereket.
Krómozott henger vastagsága: 0,05 mm
Henger anyaga: Kovácsolt acél 45# hőkezelés.
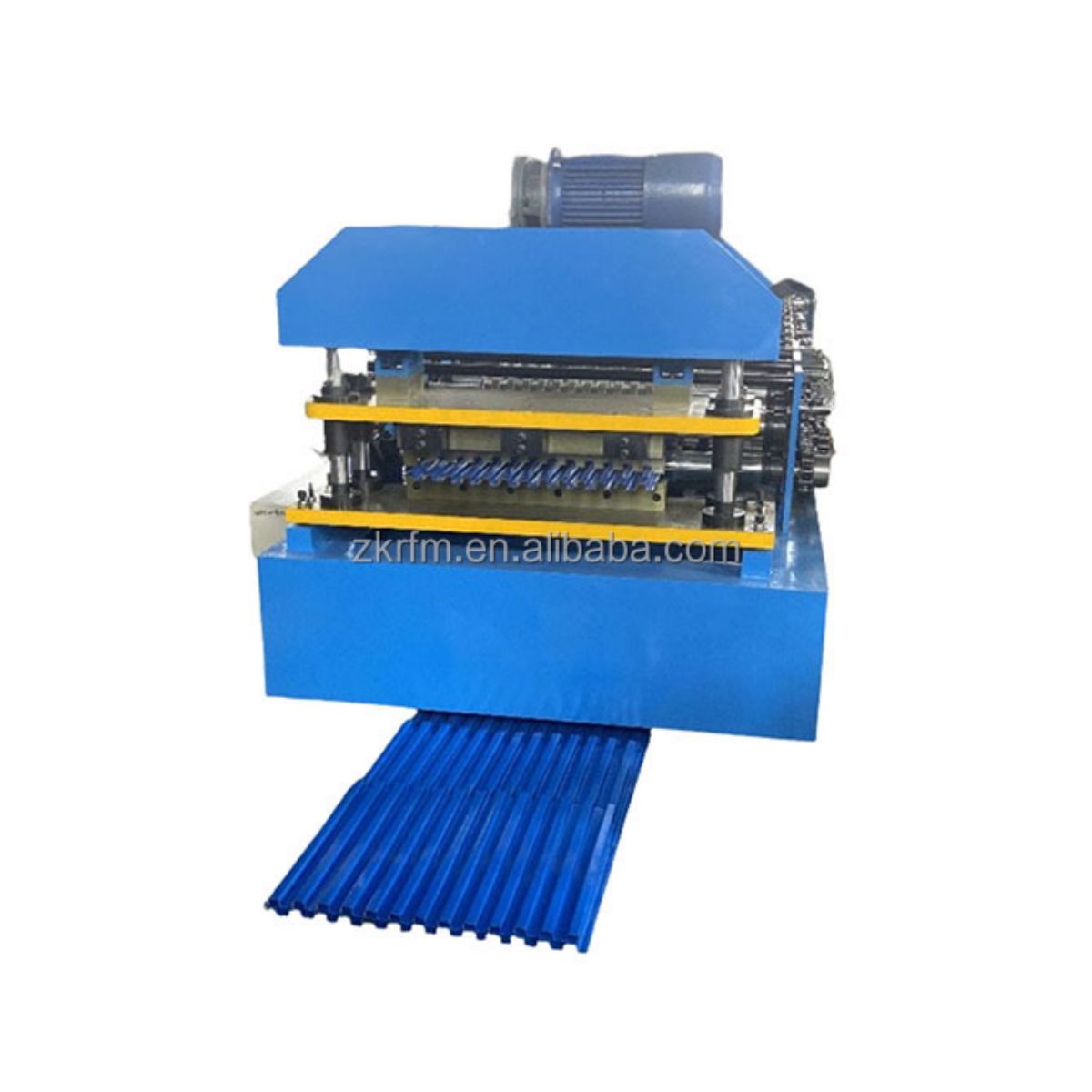
Vezérlő rész
A gördülő redőnyajtó-készítő gép vezérlőelemei különböző típusúak, a standard típus a gombvezérlés, a nyomógombokon keresztül a különböző funkciók megvalósításához.
A PLC érintőképernyős típus képes adatokat beállítani a képernyőn, az ára valamivel magasabb, de intelligensebb és automatikusabb.





